



Конвейерные обжиговые машины оборудуют значительным количеством горелок, контроль работы которых, и особенно розжиг, являются трудоемкой и ответственной задачей. Самопроизвольное погасание пламени или подача газа без его воспламенения могут привести к хлопкам и даже взрывам. Поэтому при эксплуатации горелок необходимо обеспечить решение следующих двух основных задач: во-первых, надежный контроль подачи и устойчивого горения топлива и, во-вторых, воспламенение топлива при розжиге.
Розжиг горелок производится в следующем порядке: сначала с помощью запального устройства зажигается растопочный факел, от которого затем воспламеняется топливо, подаваемое в основную горелку. Запальник представляет собой электрод, на котором образуется искровой разряд в момент подачи высокого напряжения. Одновременно с подачей напряжения срабатывает отсечной вентиль, газ поступает в межэлектродный промежуток и происходит его воспламенение. Для обеспечения контроля зажигания факела запальника имеется изолированный от земли электрод ионизационного датчика. При наличии факела сопротивление между ионизационным электродом и «землей» снижается и срабатывает реле, подающее соответствующий сигнал.
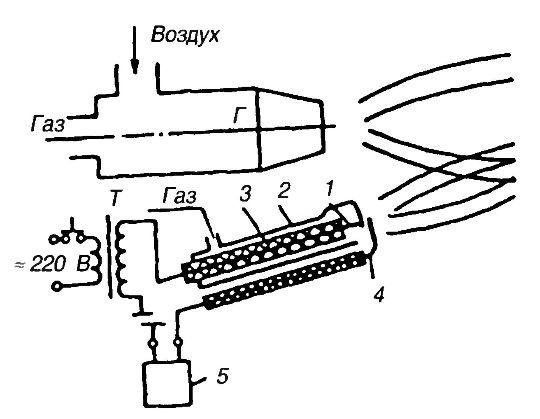
Запальник и индикатор наличия пламени
1 - электрод; 2 - корпус; 3 - изоляция; 4 - ионизационный электрод; 5 - индикатор пламени; Г - горелка; Т - высоковольтный трансформатор
Конструктивно запальник должен быть выполнен таким образом, чтобы обеспечить достаточно высокую прочность изоляции электрода при высокой температуре. После воспламенения факела запальника осуществляется подача газа и воздуха в основную горелку. При этом необходимо обеспечить надежный контроль зажигания и устойчивого горения газа в рабочем пространстве (горне) обжиговой машины. Для обеспечения равномерного нагрева и обжига окатышей по ширине машины горелки обычно располагаются друг против друга с некоторым смещением, а расстояние между ними выдерживают таким, чтобы факел не зажигался соседней горелкой. После кратковременных остановок обжиговой машины разжигать горелки можно и без специального запальника от температуры раскаленных стенок горна, но в этом случае необходим надежный контроль наличия пламени при подаче на них газа.
Задача обеспечения надежной индикации наличия пламени перед горелкой является довольно сложной и ответственной. В настоящее время практически нет типовых однозначных решений этой задачи. В процессе их решения у нас и за рубежом разработаны различные методы индикации пламени и средства для их реализации, перечень которых приведен в таблице ниже.
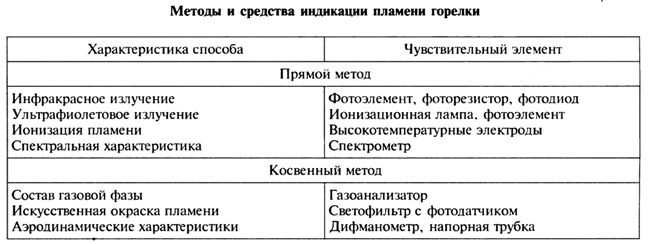
В последнее время наибольшее распространение получают индикаторы наличия пламени, контролирующие зажигание газа с помощью ионизационных ламп или фотоэлементов. Более сложно решаются вопросы автоматического розжига и контроля работы горелок на мазутном топливе, что связано с трудностью воспламенения мазута. Для его воспламенения могут быть использованы запальники на газе или, например, керосине, которые, однако, не обеспечивают достаточно высокой надежности горения мазута. В последние годы разрабатываются запальники с использованием зажигания, обеспечивающие большую надежность розжига мазутного факела; такие схемы автоматического управления и контроля при использовании мазута в связи с увеличением количества единиц запорной арматуры и ее конструктивными особенностями являются более сложными.
Система автоматического управления должна получать полную информацию как о подаче топлива, его воспламенении и горении, так и о состоянии исполнительных механизмов и арматуры; оперативный персонал должен получать информацию о работе каждой горелки и всей системы управления.