




Развитие методов литья в металлические формы под давлением вызвано большим спросом на изделия из легких и цинковых сплавов. Этим способом отливают примерно 50% всего фасонного литья из алюминиевых и до 95% из цинковых сплавов. Отливают также магниевые сплавы и латуни, но в меньших количествах. Машины литья под давлением, применяемые в настоящее время для изготовления изделий из цветных сплавов, подразделяют на машины с горячей камерой прессования и с холодной.
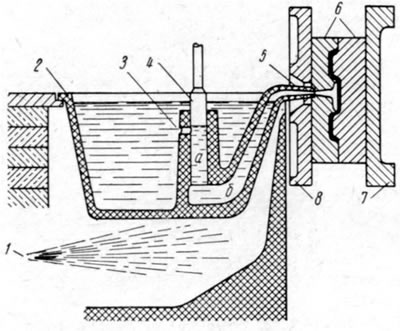
Рис. 1 Схема машины литья под давлением (ЛПД) с горячей камерой для прессования
1 — обогрев пламенем от форсунки; 2 — котёл с расплавленным металлом; 3 — отверстие; 4 — поршень; 5 — мундштук; 6 — разъёмная пресс-форма; 7 — подвижная часть пресс-формы; 8 — неподвижная часть пресс-формы
Принципиальная схема устройства машины с горячей камерой прессования (поршневого действия) приведена на рис. 1. Она состоит из обогреваемого чугунного котла, составляющего конструктивно одно целое с камерой прессования (камеры можно также выполнять отдельно от котла). Когда поршень 4 находится в верхнем положении, металл через отверстие поступает в цилиндр а и металлопровод б. При перемещении поршня вниз металл, находящийся в цилиндре и в изогнутой трубе (металлопроводе), поступает через мундштук 5 в пресс-форму. Такие машины в основном применяют для сплавов, имеющих низкую температуру плавления (300—400° С), например, для сплавов на оловянной, свинцовой и цинковой основах.
Алюминиевые сплавы не отливают на этих машинах, так как они имеют относительно высокую температуру плавления, а также вследствие того, что железо растворяется в алюминии, в результате может происходить заедание поршня в цилиндре и имеет место загрязнение сплава.
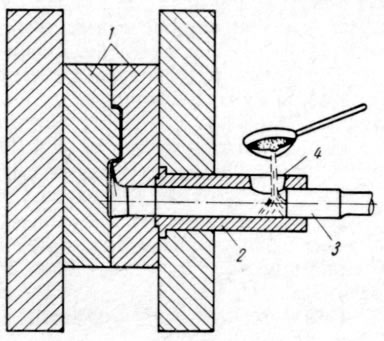
Рис. 2 Схема машины литья под давлением с холодной камерой прессования
1 — пресс-форма; 2 — цилиндр камеры прессования; 3 — прессующий поршень; 4 — отверстие для заливки порции металла в цилиндр
Более удобны в работе машины с холодной камерой прессования, принципиальная схема которой приведена на рис. 2. В цилиндр машины вручную специальной мерной ложкой или с помощью автоматического дозатора заливают порцию расплавленного металла, достаточную для заполнения полости пресс-формы, после чего поршень под действием гидравлического давления перемещается влево и запрессовывает металл в пресс-форму.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Имеются машины с горизонтальной и вертикальной камерой прессования. Усилие прессования на этих машинах от 120 до 140 Мн/м2 (1400 кГ/см2).
Машины с холодной камерой прессования применяют для литья цинковых, алюминиевых, магниевых и медных сплавов. Средняя производительность машин с горячей камерой прессования 100—200 ударов в час, а машин с холодной камерой — 50—180 ударов в час.
Пресс-формы изготовляют из сталей (углеродистых и жаропрочных типа ЗХ2В8, ЭИ121 и др.). Сложные формы состоят из корпуса и нескольких съемных вставок, что облегчает изготовление, ремонт пресс-форм и улучшает их смену после износа по частям. Вставки могут быть литыми, что удешевляет их стоимость и повышает стойкость. Средняя стойкость форм при работе на цинковых сплавах 150—250 тыс. ударов, на алюминиевых 50 тыс. ударов, магниевых 60—80 тыс. ударов и медных 2—10 тыс. ударов.
Температура заливки различных сплавов следующая: для цинковых сплавов 400—450° С, алюминиевых 660—750° С, магниевых 700—780° С, латуней 950—1020° С. Чтобы получить высококачественную плотную отливку и увеличить стойкость пресс-форм стремятся к минимально возможным температурам заливки. Чем отливка сложнее и стенки ее тоньше, тем температуру расплава следует держать более высокой.
Наиболее хорошие результаты получают при изготовлении этим методом деталей с небольшой и равномерной по всем сечениям толщиной стенок. Особенности этого метода (принудительная подача расплава в форму) позволяют получать изделия с толщиной стенок до 0,5—1 мм.
Наличие в деталях местных скоплений металла затрудняет получение качественных отливок вследствие появления в этих местах усадочных пороков, так как устроить питание от прибылей трудно, а давления не хватает, чтобы запрессовывать образующиеся при затвердевании отливки усадочные пороки.
Температура нагрева пресс-форм зависит от сложности и толщины тела отливки. Если отливка имеет тонкие стенки (2—2,5 мм), то температура формы должна быть выше. Однако чрезмерный нагрев формы приводит к привару и снижению прочности литого изделия. Заниженная температура вызывает массовый брак по недоливам и воздушным включениям (пузырям). При литье цинковых сплавов температуру формы поддерживают в пределах 180—250° С, при литье алюминиевых сплавов 120—280° С, а при литье медных 300—400° С.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Перед началом, а также и во время работы рабочую поверхность пресс-формы покрывают смазкой. Смазка частично предохраняет форму от термического удара и, следовательно, увеличивает сроки службы формы, она способствует более легкому извлечению отливки из формы, предохраняя форму от приваривания. Смазка помогает получить также более качественную поверхность отливки.
При литье под давлением применяют в основном жирные смазки на основе минеральных масел, которые при сгорании не дают минеральных осадков. При литье алюминиевых сплавов применяют смесь масла с графитом или смесь графита с воском и вазелином и др. Смазку наносят тонким, ровным слоем через 1—2 заливки. Для получения качественного изделия необходимо соблюдать определенные значения удельного давления прессования. Повышение давления вызывает уплотнение отливки. Практически при литье цинковых сплавов удельное давление в настоящее время применяют до 35 Мн/м2 (350 кГ/см2), для алюминиевых сплавов до 60 Мн/м2 (600 кГ/см2), для латуней 100 Мн/м2 (1000 кГ/см2). Увеличение удельных давлений до 150—250 Мн/м2 (1500—2500 кГ/см2) считается полезным, так как происходит дополнительное уплотнение металла, повышается прочность и плотность изделия, особенно если заливаемый сплав имеет широкий интервал кристаллизации и склонен к рассеянной пористости.
Важнейшие достоинства литья под давлением следующие: возможность получения тонкостенных отливок сложной конфигурации, высокая точность размеров и высокая чистота поверхности, позволяющая исключить или свести к минимуму механическую обработку, самая высокая производительность из всех известных методов литья, что делает этот способ незаменимым при массовом производстве отливок.
Однако более широкое применение литья под давлением ограничивается тем, что металл при заполнении полостей пресс-форм захватывает воздух, и отливки имеют значительно рассеянную газовую пористость. Однако в последнее время эти трудности начинают преодолевать, для чего помещают пресс-формы в герметические камеры, из которых удаляется воздух.
Поэтому, как правило, отливки, полученные методом литья под давлением, применяют без последующей механической обработки. Если же механическая обработка необходима, то припуск не должен превышать 0,3—0,5 мм, так как механической обработкой снимается наиболее прочная наружная литейная корка, под которой могут вскрываться мелкие пузыри.
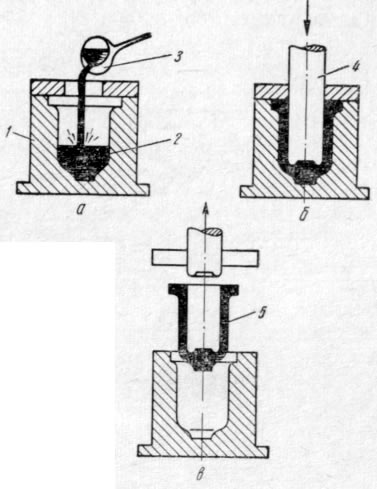
Рис. 3 Схема штамповки металла из жидкого состояния
а — заливка дозированной порции металла; б — прессование; в — извлечение готовой; 1 — пресс-форма; 2 — металл; 3 — ложка; 4 — пуансон; 5 — деталь
Этого серьезного недостатка можно избежать при получении изделий методом штамповки из жидкого металла на гидравлических специализированных прессах. Сущность метода заключается в следующем (рис. 3): в металлическую форму, состоящую из неподвижной части пресс-формы и подвижного пуансона, укрепленных на гидравлическом или фрикционном прессах, заливают мерную порцию жидкого металла.
Затем приводят в движение пуансон, который медленно входит в жидкий металл и производит выдавливание жидкого металла в полость формы, образуемой неподвижной пресс-формой и пуансоном, т. е. происходит формообразование отливки. Вслед за этим, когда металл уже почти полностью затвердеет и находится в пластическом состоянии, происходит его пластическая деформация под давлением. В результате этого отливка получается плотной, с чистой поверхностью и с высокими механическими свойствами. Захвата воздуха, наблюдаемого при прессовании на машинах литья под давлением при штамповке из жидкого металла, не наблюдается из-за сравнительно медленного движения пуансона.
Преимущества этого способа заключаются также в том, что выход годных отливок достигает 90—98%; так как нет необходимости в литниковой системе и прибылях.