



В тигельных печах металл плавят в огнеупорных или в металлических (чугунных, стальных) тиглях. Тигель (один или несколько) устанавливают в печь, состоящую из металлического кожуха, футерованного изнутри огнеупорной кладкой. Тигельные печи с естественной и принудительной тягами отапливаются коксом, мазутом, газом или электричеством. Коксовые горны в настоящее время применяются редко, так как они малопроизводительны. Наиболее распространены печи, отапливаемые мазутом или газом.
Сжигание топлива в рабочем пространстве производится обычно с помощью горелок низкого давления. Для плавки высокотемпературных цветных сплавов (медных и др.) применяют стандартные графитошамотные тигли (8—12% графита, 20—25% шамота, 50—67% огнеупорной глины) или графитовые. Алюминиевые и магниевые сплавы плавят в чугунных, стальных литых или сварных тиглях.
Емкость графитошамотных тиглей, выпускаемых огнеупорной промышленностью, колеблется от 0,5 до 500 кг. За условную единицу емкости тиглей, называемую «маркой», принимается объем, который занимает 1 кг расплавленной меди. Например, 100-марковый тигель — это тигель, в котором можно плавить 100 кг меди. Зная плотность сплава можно определить предельное количество любого другого металла, которое можно выплавить в тиглях с различными марками.
Тигельные печи бывают стационарные и наклоняющиеся. На рис. 1 приведен небольшой стационарный горн на один тигель, отапливаемый газом. После расплавления металла тигли вынимают из стационарного горна и транспортируют с помощью специальных приспособлений к месту заливки. Вынимание тигля из горна вызывает резкое его охлаждение, что сокращает срок службы как тигля, так и горна, кроме того, повышается расход топлива.
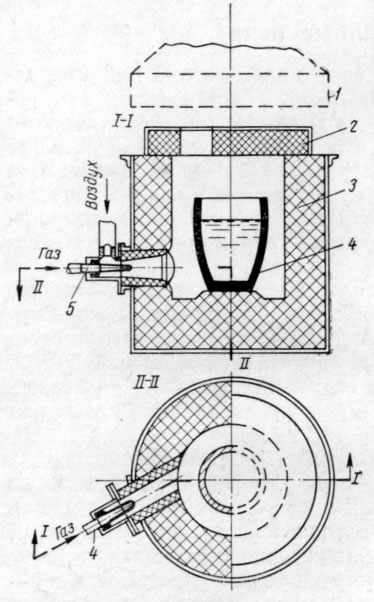
Рис. 1 Стационарный плавильный газовый горн на один тигель
1 — вытяжной зонт; 2 — крышка; 3 — горн; 4 — тигель; 5 — горелка
Более удобны в работе стационарные тигельные печи. На рис. 2 приведена широко распространенная в литейных цехах алюминиевых сплавов наклоняющаяся тигельная печь типа Колеман. Печь поворачивают с помощью ручного или механического привода. Тигель служит только для плавки металла, а заливку осуществляют с помощью ковшей, в которые металл выливают после расплавления.
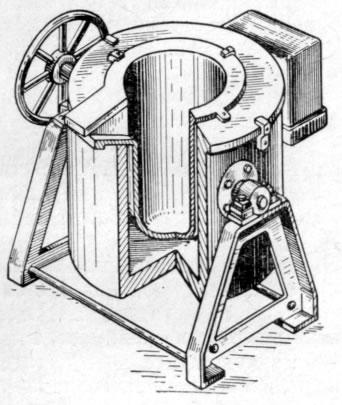
Рис. 2 Поворотный тигельный горн типа Колеман
Стационарные тигельные печи особенно удобны как раздаточные печи при кокильном литье, литье под давлением и жидкой штамповке. Для заливки жидкий металл из печей зачерпывают мерными ковшами. Такие тигли обогреваются либо электричеством, либо газовыми или мазутными горелками. На рис. 3 приведена раздаточная электрическая печь типа САТ-Б для алюминиевых и цинковых сплавов.
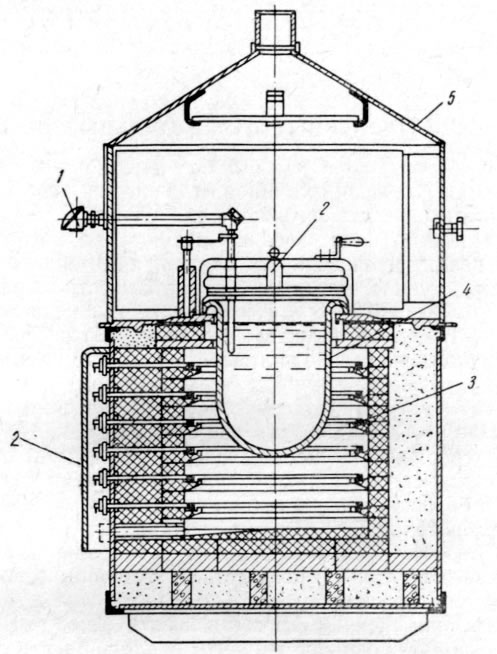
Рис. 3 Электрическая тигельная печь сопротивления для лёгких сплавов типа САТ-Б
1 — термопара; 2 — крышка; 3 — электрические нагреватели; 4 — тигель; 5 — вытяжной зонт
Плавка легких сплавов осуществляется в чугунных и стальных тиглях. Графитошамотные тигли применяются редко, так как они имеют небольшую прочность и дороже металлических. Кроме того, при плавке с применением жидких флюсов из смесей хлористых и фтористых солей такие тигли быстро разъедаются. Для плавки магниевых и алюминиевомагниевых сплавов они неподходящи еще и потому, что кремнезем, входящий в состав тигля, взаимодействует с магнием и восстановленный из SiO2 кремний переходит в металл, загрязняя его.
Металлические тигли, используемые для плавки легких сплавов с температурой перегрева редко выше 800 °С, имеют более высокую теплопроводность, что ускоряет плавку в тигельных печах и дает экономию топлива. Металлические тигли значительно прочнее и более стойки по отношению к флюсам, обеспечивают равномерность нагрева металла и возможность точного регулирования температуры.
Тигельные печи находят применение в сравнительно небольших цехах, выпускающих отливки мелкого и среднего развеса. Достоинством тигельной плавки металла служит, прежде всего, тот факт, что при переходе с одного сплава на другой просто меняют тигель. В тиглях можно получить металл высокого качества, так как жидкий расплав при плавке не соприкасается с газами и окисление (угар) сравнительно невелико. Малая площадь зеркала ванны благоприятствует плавке под покровом флюса. Сравнительно удобно проводить в тигле рафинирование и дегазацию.
Недостатком чугунных и стальных тиглей является опасность загрязнения алюминиевых сплавов железом, сравнительно легко растворяющимся в алюминии при сильном перегреве. Для предотвращения взаимодействия расплава со стенками тигля внутреннюю поверхность его предварительно окрашивают специальными защитными огнеупорными красками. С этой же целью стараются пользоваться тиглями, отлитыми из стойких против воздействия алюминиевых сплавов чугунов (чугаль и др.). Имеются также и другие недостатки: ограниченная емкость и малая производительность, относительно большой расход топлива, например, мазута 20—25% от веса жидкого металла, а электроэнергии 1980—2160 мДж. ч/т (550—600 кВт-ч/т), очень низкий КПД. (7—10%) и др.